Sulzer Shuttleless Loom:-
Sulzer Shuttleless Loom:-
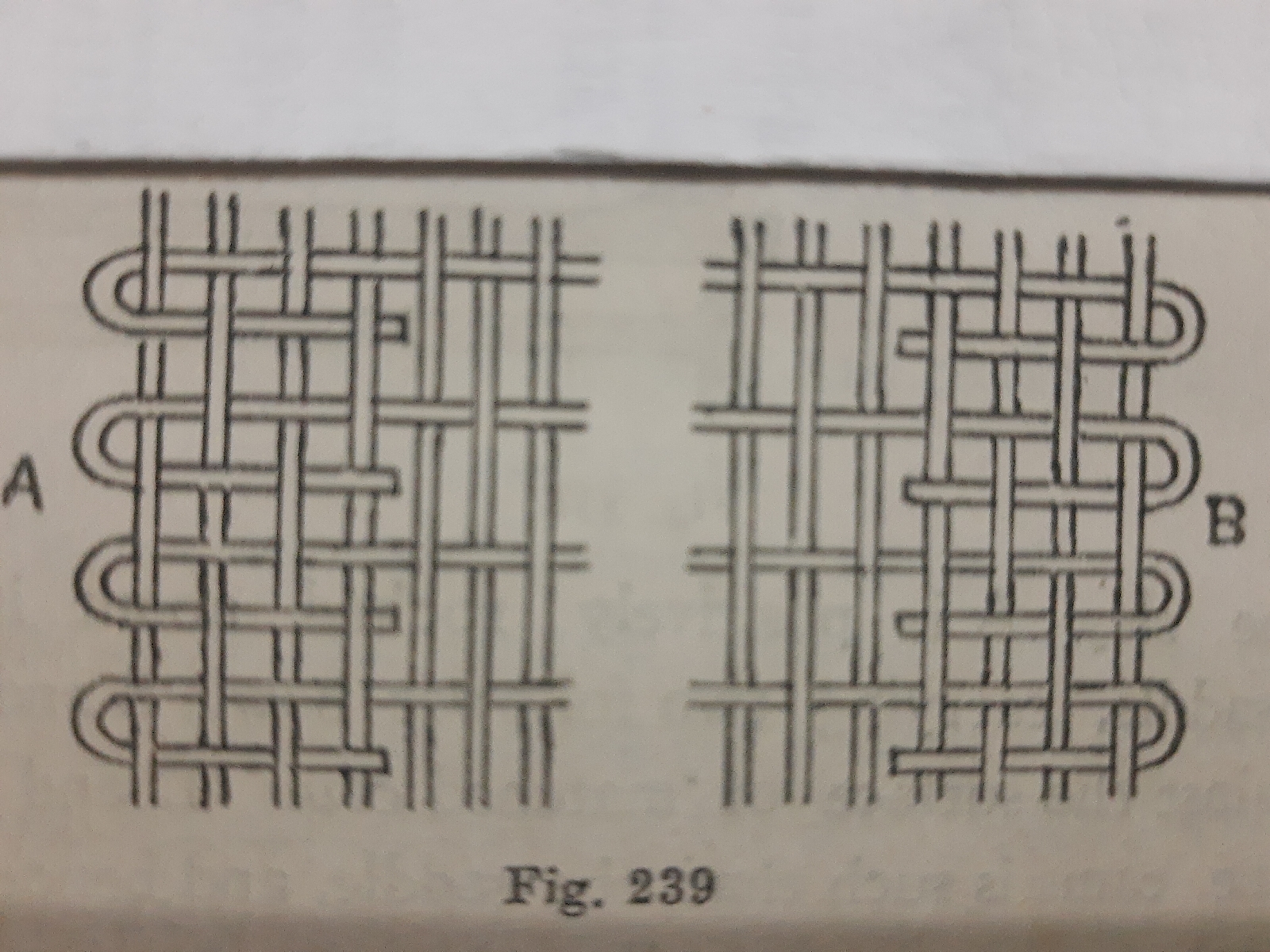 Fig.239 tuck-in selvedge formation in Sulzer shuttleless loom.
Fig.239 tuck-in selvedge formation in Sulzer shuttleless loom.
 Fig. 240 weft insertion and tuck-in selvedge in Sulzer weaving machine.
Fig. 240 weft insertion and tuck-in selvedge in Sulzer weaving machine.
1. Fig. 236 shows the Sulzer shuttleless weaving machine, in which the gripper A is entering the shed where it is constrained by four blades E at every position of its flight. The selvedge gripper and the tucking needle B are also seen. The warp C is open.
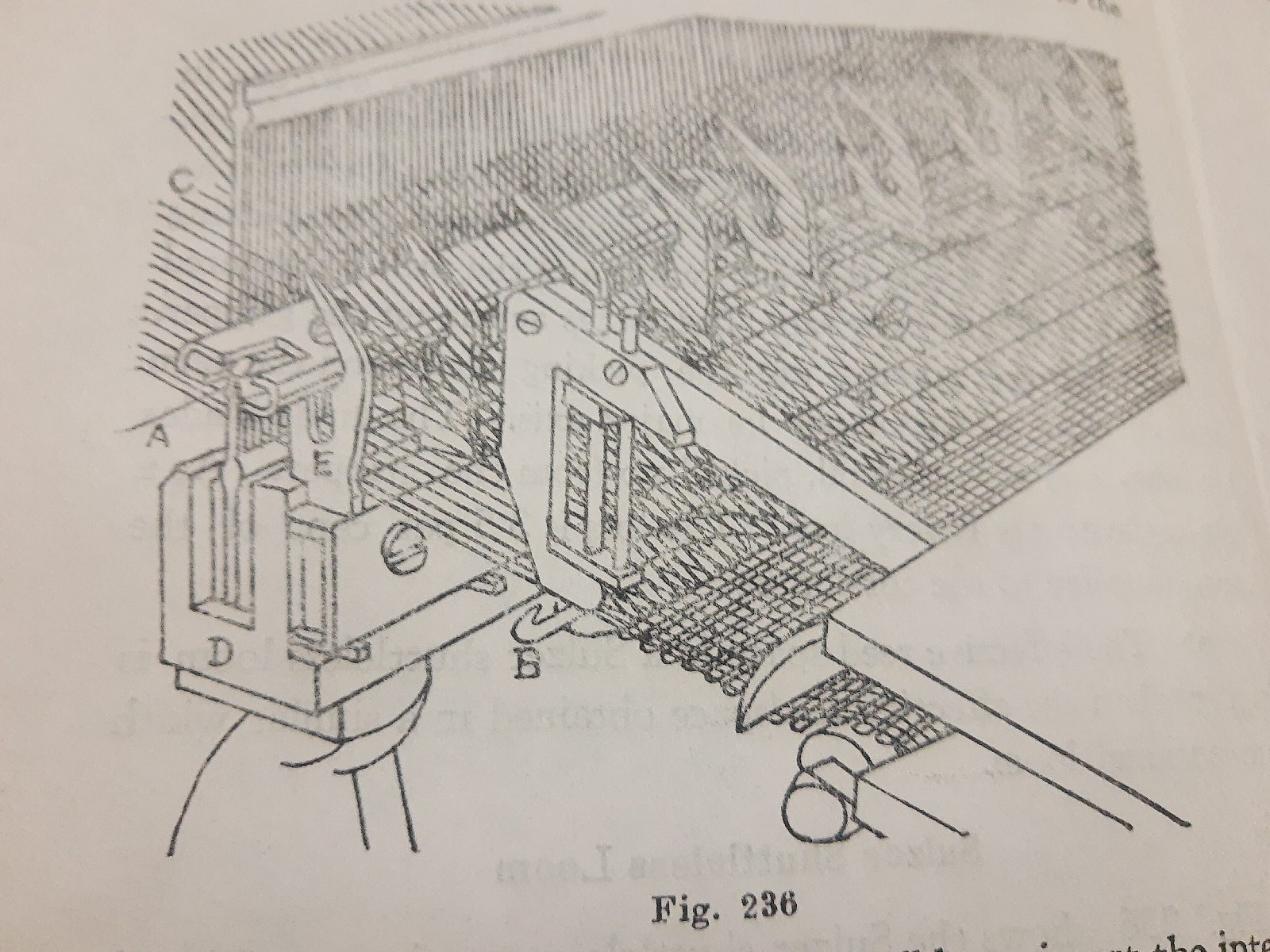
 Fig.237. energy utilisation in Sulzer shuttleless loom.
Fig.237. energy utilisation in Sulzer shuttleless loom.
 Fig .238 beating-up mechanism in Sulzer shuttleless loom.
Fig .238 beating-up mechanism in Sulzer shuttleless loom.
Fig.236.shows the insertion of gripper and shed opening for weft insertion in Sulzer shuttleless loom.
2. The figure shows a gripper entering the shed, while in the foreground the weft gripper is about to release the preceding pick and the tucking needle is about to draw it into the selvedge of open shed. The sleyrace is shown at D and the shed is open. The weft or selvedge gripper and tucking needle are used for selvedge formation. The selvedge grippers hold the pick until the tucking needles draw the ends of weft into the open shed. The gripper is checked over distance of 4.7 inches or 119 cm. or slightly greater than its own length.
3. After the gripper has come to rest under the brakes , it is returned about 1.6 inches to 1.8 inches or 4 cm. to 4.57 cm. to a fixed position in relation to the receiving side selvedge, before being ejected into the receiver and dropped on to the conveyor. Previously it was not possible to insert the intermediate tucking units at the desired position without removing one blade, but recently it has been possible to insert the tucking unit at any position without any effect on gripper flight.
4. The very short gripper, coupled with the short accelerating stroke and checking distance , combines to produce a Sulzer shuttleless loom where the ratio of effective reed space to overall width is higher than for any conventional loom.
5. In a 130 inches or 330 cm. wide Sulzer shuttleless loom, there are 17 grippers, one being picked, three in the slide in the receiving side, and thirteen on the conveyor, one for every 10 inches or 25.4 cm. of reed space. An 85 inches or 215 cm. Sulzer loom requires thirteen grippers similarly disposed.
6. The torsion bar picking system is not more efficient than a cone under-pick system with a conventional shuttle from an energy utilisation point of view, because only 15% of the shear strain energy developed as kinetic energy in the gripper. But the problem of checking heavy moving parts associated with conventional shuttle projection system are not present. The gripper guides are disposed midway between the top and the bottom lines of shed and do not touch the warp threads in any way.
7. The weft insertion rate in a 130 ES 10 E Sulzer shuttleless loom is 730 yards or 658 meters per minute; whereas in a 85" or 215 cm. Picanol 'President' high speed bobbin changing automatic loom this rate is 430 yards or 393 meters per minute, lesser than even 85 ES 10 E Sulzer loom which inserts picks at the rate of 600 yards or 548.4 meters per minute. All high-speed bobbin-changing automatic looms have still lesser rates of weft insertion per minute, when compared with their effective reed space .
ENERGY UTILISATION:-
The energy stream utilisation of weft insertion of Sulzer loom is explained as under;
1) From motor 100 p.c :friction loss due to tensioning of picking arm 10 p.c. friction loss due to acceleration of gripper shuttle 15 p.c. picking unit brake 62.5 p.c. friction loss in gripper guide and thread brake 3.5 p.c. and shuttle brake 9 p.c. This is illustrated in fig. 237.
2. In Sulzer loom, only 15% of the shear strain energy is developed ad kinetic energy in the gripper . The picking mechanism in a Sulzer loom is not therefore, more efficient than the cone picking mechanism in an under-pick loom. Though the picking mechanism is not effecient from energy utilisation point of view , the dissipation of the balance is dealt with more efficiently in the Sulzer loom . Only 9% of the energy, is absorbed in the gripper shuttle brake on the receiving side , 62.5% is dissipated mainly as heat in the braking system.
3. Again problem of checking heavy moving parts and conventional shuttle projection, system, are not present in a Sulzer loom. A friction loss of 10% due to tensioning of picking arm and 15% due to acceleration of the gripper shuttle are also recorded.
4. The gripper shuttle is checked over a distance of 4.7 inches or 11.87 cm. or slightly greater than its own length, and although only about 9% of the picking energy remains to be dissipated, and the average braking force is low, there are short intense picks of upto 290 ft lb. or 88.4 meters lb. per second.
PICKING CYCLE:-
The picking cycle of the 330 cm. wide Sulzer shuttleless weaving machine, related to the top shaft angular displacement, starting with 0° at the back center is as follows:-
52.5° —- Full beat-up:
105° — - Picking when using full reed space :
295° — - Gripper reception:
306 — - First shuttle detector operates:
336 — - Second shuttle detector operates immediately before expelling the gripper on to conveyor.
The reed remains stationary for 255° of the loom cycle and beats up at 52.5° .
BEATING-UP:-
(1) The gripper guides of the Sulzer loom are integral with the 'sley' which is positively rocked on its bearings and is not driven through a crank system. The bladed gripper guides are so constructed that although the weft pick lies inside the guides , it slides clear during their forward motion as the reed moves forward to beat-up. The beating-up system in this loom is shown in the fig. 238
(2) The sley A is positively rocked about its centre through a saddle, carrying two follower bowls B and C , each bearing against the surface of 'matched cam' D and D’. The design of the cam is such that the saddle , and hence the reed E is positively constrained at all positions and a dwell of 225° at the back center is followed by a 52.5° beat-up and 52.5° return strokes.
(3) The arrangement also produces a compound motion of the gripper guide F. The guide are rigidly fixed to the sley are withdrawn through the lower shed line simultaneously with the beat-up of the reed E . The cover blade I is in front of the pick line, tightening the bottom shed line G' and mitigating the effect of blade insertion into the bottom shed line of warp threads.
(4) This impulsive beat-up with Sulzer loom occupies 1/25th of a second and is quite impossible with a conventional loom sley, as the inertia force would be too much great.
(5) The motion of the sley is harmonic , which is different from those conventional looms. For example, the sley mass of a 85" or 215 cm. wide Sulzer loom weighs 35 lbs. or less than 15.9 kgs. ; whereas, the sley mass of a 44" or 112 cm. fast reed automatic loom weighs 120 lbs. or 54.48 kgs. Again, a 85" or 215 cm. wide Sulzer shuttleless loom has 260 picks per minute; whereas, a 44" or 112 cm. wide automatic bobbin changing loom can insert 200 picks per minute. It is evident that the high speed of Sulzer shuttleless looms have correspondingly high rates of weft insertion.
Tuck-in Selvedge Formation in Sulzer loom.
After the pick is beaten-up, its two cut extremities are gripped by two selvedge grippers which move towards the reed. The shed is then open: the weft tensioner takes up the slack selvedge pick as the shuttle feeder moves outwards,
for receiving another gripper for ground picking. When both selvedge and ground picks are delivered through the same shed , these are beaten-up together to the fell of the cloth.
A tuck-in selvedge is produced by the sulzer shuttleless weaving machine is illustrated in fig. 239, A and B.
After pick is inserted by the gripper shuttle passing over guide blades through the shed , the weft cut about 5/8" or 1.59 cm. beyond the selvedge at each side . These free ends are then tucked into the succeeding open by means of weft or selvedge gripper and then woven into the cloth along with ground pick to form strong and satisfactory selvedges.
This 'tucking device' may be adopted in Sulzer loom, weaving three or more fabrics in the same loom at the same time, but a small space is required for the weft grippers between two fabrics. Each pair of intermediate selvedges requires one 'tucking unit' considering of two weft grippers or commonly known as 'tucking needle units' separated by a pair of scissors. Any combination of equal or unequal cloth widths can be woven subject to a minimum of 23 inches or 58.4 cm.
When the ground weft gripper is about to release the preceding pick , the selvedge is formed by drawing the sheared weft end back into the open shed round a catch-cord end. The selvedge grippers hold the pick until the tucking needles draw the ends of weft into the open shed .
The left-hand and right-hand selvedge are shown at fig.239, A and B respectively.
Weft Insertion and Tuck in Selvedge:-
The principle of Insertion of the weft and the production of the tuck-in selvedge on the Sulzer loom is illustrated at figs.240 A, B, C, D. E, F, G & H. Eight phases of the weft insertion and the production of tuck-in selvedge are shown in these figures.
The gripper shuttle translates the warp sheet in guides disposed midway between the top and bottom lines of shed but without touching the warp threads in any way.
In figure at A, is shown the gripper moving into the picking position.
At B, is shown that the weft is attached to the gripper from the shuttle feeder when the shuttle opener opens the jaws.
At C , the pick is inserted , while the tensioner and the weft brake are eased off. After the gripper is fully checked at C , it is returned to the opening position adjacent to the receiving selvedge, and the slack weft is taken up by the weft tensioner, as shown at D, and the shuttle feeder moves towards the selvedge of the cloths.
At E the weft is then gripped by the end gripper at each selvedge. At F, the gripper is detached from the weft and is expelled from the receiver; at the same time the weft is cut outside the weft gripper at the picking side.
The pick is then beaten-up, the two extremities of the pick being gripped by the selvedge grippers which move ahead of the reed , as shown at G.
At H ,the weft tensioner taken up the slack weft as the shuttle moves outwards for reception of another gripper P, from the shuttle lifter . Gripper and shuttle are interchangeable. In the figure above, the gripper shuttle is at M, the shuttle feeder is at N , and the weft tensioner is at O. The gripper shuttle passes through the shed at C , that weft cut at F,and beaten-up at G, when two extremities are gripped by the selvedge grippers.
The weft brake between the tensioner and the guide eye in the balloon plate is either out of action or operates are slight, medium or heavy braking at different parts of the cycles according to changing tension requirements. For example at D, that is shuttle returning, the brake must be down hard, or the tension would pull more weft off the package instead of taking up the slack.
When more than one cloth is made in the same loom, provision must be made for tucking-in at intermediate selvedges.
Each pair of intermediate selvedges requires one tucking unit, consisting of two weft grippers and tucking needle units separated by a pair of scissors. Each of the weft gripper and tucking needle units is identical to those situated on the picking and receiving side. Any combination of equal and unequal cloth widths can be woven subject to the limitations of minimum cloth width of 23" or 58.4 cm.
Fig. 236 shows that the weft gripper about release the pick, and the tucking needle is about to draw it into the open shed. The weft gripper has two pressures, a heavier and a lighter, which are released separately in that order preliminary to tucking in taking place. The selvedge formation is not possible, if not the weft gripper draws the weft pick forward at the selvedge ahead of the reed as it beats up . If the pick were beaten-up to the fell across its entire width, the tucking needle could not locate it, draw it back into the shed and withdraw through the bottom shed.
Ref:-Weaving Mechanism Vol. II by prof. N. N. Banerjee.


Comments
Post a Comment