MERCERIZATION:-
Concept Development of Mercerization with Different Parameters and Comparison:-
Mercerization parameters as consistent temperature, alkali concentration, and tension were different, which play the indispensable role during the mercerization. Dyed fabric and undyed fabric were mercerized, and detailed comparison of a process parameter of tensile strength, sodium hydroxide concentration, Brightness value, temperature, moisture regains. Mercerization has a accentuate impact on luster, moisture regains, chemical and dye absorbency, dimensional stability, the strength of cotton goods. Mercerization is implied as a finishing process for white cotton woven fabrics and viewed its impact on brightness, moisture absorbency and strength. Sometimes mercerization did additionally for cotton goods either as a pretreatment process for dyed materials or as the finishing process with white goods. Mercerization with tension showed greater brightness values than mercerization without tension. Brightness value increased with the increase of the concentration of alkali within the same temperature. Mercerization with tension bestowed slightly better tensile strength. Moisture regains increased with the increase of the concentration of NaOH. Sequentially determined all desired value.
INTRODUCTION:-
Cotton fiber is the most important natural fiber, and it accounts for about 50% of the total thread production of the world. Cotton thread obtains from the seed of the biological family Gossipier. It is a cellulosic fiber, which is the purest natural form of cellulose.
STRUCTURE OF COTTON FIBRE:-
Microscopic examination of cotton fibers reveals that the fiber cross-section has a bean shape and Each fiber is composed of different layers, cuticle, the first wall, secondary wall and a lumen. The epidermis, or outer cell wall, is relatively hydrophobic. The next layer inside this, the Secondary wall, constitutes the bulk of the fiber. It is built up of successive layers of fibrils. These are extended structures, in each growth layer, that spiral around the fiber in a helical manner. The Lumen, the cavity that may remain after the protoplasm in the cell interior has evaporated, proteins, matter of coloring, and minerals deposited on its walls.
CHEMICAL COMPOSITION OF COTTON:-
Component Location Relativeamount (%age)
1) Cellulose. Secondary Wall 86.8
2) Oils, Waxes Cuticle 0.7
3) pectin Primary Wall 1.0
4)bCarbohydrates Primary Wall 0.5
5) Proteins. Lumen. 1.2
6) Salts Lumen 1.0
7) Water. 6.8
8) Other. 2.0
CHEMICAL STRUCTURE OF CELLULOSE:-

The chemical composition in cotton, when picked, is about 94% cellulose; in finished fabrics is 99 % cellulose. A piece of Cotton contains carbon, hydrogen, and oxygen with reactive hydroxyl groups. Glucose is the basic unit of the cellulose molecule.
Fig: Chemical structure of cellulose.
Hydrogen bonding occurs cellulose chains in a cotton fiber. Three hydroxyl groups distend from the hoop formed by one oxygen and five carbon specks. The hydrogen atoms of the hydroxyl group attract too many of the oxygen atoms of the cellulose. This attraction is called hydrogen bonding. Hydrogen bonding also aids in moisture absorption. Penetration of dyes and chemicals occur more readily in the amorphous reasons. Moisture, dyes and many finishes cause these groups to react promptly.
PHYSICAL PROPERTIES OF COTTON:-
Tensile Strength:-
Cotton is a moderately strong fiber; tenacity is 26.5 – 44.1 CN / tex (3 – 5 g/den) and tensile strength 2800-8400kg/cm2 (40,000-120,000 lb/in2). A unique property of cotton is that it shows greater force in the wet state than dry.
Elongation:-
Cotton does not extend smoothly. It has an elongation at rupture of 5-10 per cent.
Elastic Properties:-
Cotton is a relatively inelastic, rigid fiber. At 2 percent extension, it has an elastic recovery of 74 percent, at 5 percent expansion; the elastic recovery is 45 per cent.
Specific gravity: -1.54.
Moisture regain: – 8.5%
Luster:
Cotton fibers have an original luster which is due to the natural polish on the surface. A high luster provided by fibers of the nearly circular cross-section and with fewer convolutions such as those produced when cotton mercerized.
MERCERIZATION:-
The treatment of cellulosic textile in yarns or fabric form with a concentrated solution of caustic alkali whereby the fibers were swollen, the strength and dye affinity of the materials increased and their handle is modified. Usually, cotton goods treated with 15-25% w/v caustic soda solution (55-65 oTw) at a temperature of 15-25oC during mercerization.
Chmges Occur in Mercerization:-
1) Physical Changes:-
2) Chemical Changes:-
TYPES OF MERCERIZATION:-
Cold Mercerizaton:-
The cold mercerization process which carries handling thread or cloth. 20-25 % caustic soda solution at a heat between 16°C and 20°C. and after treatment for 30-180 sec; the materials wash to remove excess caustic soda.
Hot Mercerizaton:-
Caustic soda penetration in the hot mercerizing into the textile structure and fiber is extremely rapid; The fiber and textile structure become more flexible and less elastic than when overfill with a cold concentrated caustic solution.
For example, greater than average time will lower the affinity of dyes because this is affected by the level of internal orientation of molecular structure.
Yarn Mercerizaton:-
Mercerization carried out in dry or wet condition. Finally, treatment with the sulphuric acid (1-3%) is given to remove the last traces of alkali. Then it is washed and dried.
Flowchart of Hank Mercerizaton Process:
Feed the hank
↓
Caustic impregnation for 2min 40sec
(With no stretch)
↓
Hot wash at 80ºC for 30 sec
(With stretch)
↓
Hot wash at 60ºC for 60 sec
(With stretch)
↓
Cold wash for 58 sec
(With stretch)
Flowchart of Fabric MercerizatonProcess:-
Grey / Yarn dyed fabric taken from the store
↓
Batch making
↓
Stitching and checking for knitting defects and holes
↓
Yarn dyed cloth mercerized and Grey fabric singeined and mercerized
↓
Fiber colored transported to the finishing section
↓
Grey fabric shifting and transfer to the dyeing department.
Slack Mercerizaton:-
Slack Mercerization is a finishing treatment of cotton. Cotton is treated with cold caustic soda. ‘Slack mercerization‘ mercerized loose‘ and ‘mercerization without tension‘ mean free or complete shrinkage of cotton fibers or textile structures in sodium hydroxide solutions of sufficiently high concentrations. Slack mercerization treatments were carried out using 25% sodium hydroxide solutions containing 1-3% wetting agent.
MERCERIZATON CHEMICALS:-
Sodium Hydroxide:-
NaOH is a caustic metallic base. It uses in the various manufacturers. It is hygroscopic and quickly absorbs water of the air. Molten sodium hydroxide is also a strong base, but the high temperature required limits applications. Sodium hydroxide solution leaves a yellow spot on fabric and paper. Sodium hydroxide is predominantly ionic, containing sodium cations and hydroxide ions. The OH- anion makes sodium hydroxide a strong base which reacts with the acids to form water and the corresponding salts. There are several ways to express the concentration of NaOH solution like %w/w, %w/v, g/l, degrees Baume (0Be) and degrees Twaddle (oTw). In mercerization, NaOH acts as a swelling agent in which changes the structure and morphology of cotton fiber.
MERCERIZATON WETTING AGENT:-
There are two types of mercerizing wetting agents,
1) Cresylic
2) Non -cresylic.
A mixture of o-,m- and p- cresols also called cresylic acid. Hence the name cresylic type is not soluble in water but dissolve in strong caustic soda solutions. These are found to be stable wetting agents in these solutions. The non-cresylic wetting agent includes sulphated lower aliphatic alcohols such as hexyle alcohol and Octyl alcohol (specifically, 2-ethyl hexyle alcohol). These are used in the recommended range of 10-20 gm/liter for gray cloth and 3-5 gm/liter for bleached fabric.
FACTOR AFFECTING MERCERIZATON:-
1)Tension
2)Temperature
3)Caustic soda concentration
4) Time of treatment
5) Washing condition
USES OF WETTING AGENT:-
1)Rate of drying
2)Construction of yarn
MOISTURE REGAIN INFLUENCE ON THE MERCERIZATON:-
Moisture Regains:-
Moisture regain is defined as the ratio of the weight of water present in an element to the dry oven weight of the material. The rate is usually expressed as a percentage. Let, dry weight =D, Weight of water = W, Moisture regain= R ,So, R= W/D x 100%. The regain of textile materials seems to depend on the relative humidity rather than the actual amount of water vapor present, so it is convenient to describe a given atmosphere regarding relative humidity rather than absolute humidity. Since the relative humidity affects the regain of a textile material, and since the properties of the material are influenced by the regain, it is necessary to specify the atmospheric conditions in which testing should be carried out.
Reasons for increasing moisture regain
The moisture regain depends on the change of the molecular orientation in the interior of the fiber. It is known that during the mercerizing process molecular structure tends to become crystallized. It is the reason that mercerized fabric take on more water, have higher regains and are more easily wet out then those are non-mercerized cotton.
During the cotton yarn mercerization, moisture regains values at different temperatures and concentrations. For the Penetration of caustic soda, many hydrogen bonds are broken, and it is estimated that about 25% increases the number of available hydroxyl groups (-OH). Mercerization decreases the crystalline part or increases the amorphous region of the fiber. Thus in the amorphous part of the thread is directly related to moisture adsorption. Moisture is assumed to be absorbed by suitable groups in the amorphous region and on the surface of crystallites. When mercerization carries under tension, the change in the crystalline portion is comparatively lower than that without tension. Higher concentration of alkali produces better swelling resulting greater amorphousness that’s why moisture regains of mercerized cotton increases with the increase of sodium hydroxide concentration. The moisture regains increase when a temperature decrease in the mercerization what are given sodium hydroxide concentration as higher temperature causes lower swelling.
Measurements of Moisture Regains:-
To prevent moisture absorption during the transfer from the oven to the balance of the weighting should be done with the samples remaining in the balance or the material is weighted in the containers.
Cocentration of Moisture Regain %
NaOH % (W/V). 10°C. 18°C. 31°C 1) 5 6.9 6.79 6.8
2)10.04. 7.0 7.1 7.12
3) 16 7.65. 7.54. 7.56
4) 25.10 8.73. 8.72. 8.68
5) 29.75 8.83. 8.78. 8.70
4) 33.47. 8.93. 8.82. . 8.71
Moisture testing Oven:-
The manufacturer of measurement instrument offers moisture testing ovens which conform standard set out in B.S1051:1964 and at the same time simplifies the work. The specifications of moisture testing oven are given below:
A) Forced hot air thermostatically controlled.
B) Automatic balancing.
C) Weighting is carried out inside the heated chamber.
E) Preheating unit for partially drying before transferring to the main oven.
EFFECT OF MERCERIZATON ON LUSTER (BRIGHTNESS)
Luster and Brightness:-
Luster is the visual property of something that shines with reflected light. If a beam of light falls on a surface, it may be reflected secularly or diffusely or in a combination of both. The total visual appearance resulting from these reflections determines the luster of the material. Brightness is an attribute of visual perception in which a source appears to be radiating or reflecting light.
Reason for increasing luster during Mercerizaton:-
When cotton is viewed using an optical microscope, it is found that three forms, UN mercerized, mercerized without tension and mercerized with tension are vastly different. UN mercerized cotton has a general appearance of being a flat ribbon with spiral twists; its surface is rough and non-uniform. Its cross section is irregular and ear-shaped while the lumen, the central canal, is broad, irregular and resembles a collapsed tube. With such a twisted structure, the light falling on cotton fibers gets reflected irregularly and as a result, there is no luster in cotton fibers.
When cotton is mercerized without tension, its general appearance is observed to be much rounder with little or no twist, and its surface is much smoother than to compared with that of a un-mercerized fiber. Fibers are more uniform with high magnification, approximately 500X; they appear to be creased and wrinkled. A mercerized cotton fiber cross-section is oval, and the lumen is contracted but not collapsed.
When mercerized with tension, the general appearance of cotton changes and similar to the cylindrical glass rod. Its surface is very smooth and is completely free from folds and creases, and its cross section is circular with the lumen being contracted or compressed to a slit. The smooth and more regular surface structure enables it to reflect incident light more evenly. Results in increasing the luster of the fiber.
During Mercerizaton, some factors are important to the Luster:-
The Luster of mercerized cotton depends on various factors:-
1) Cross-section of fiber.
2)Staple length of the fiber.
3) Wall thickness of the fiber.
4)Concentration of alkali (sodium hydroxide).
5) Temperature.
6) Percent stretch.
7) Yarn construction.
8) Yarn twist.
9) Doubling of yarn.
10) Degree of singeing.
11) Application of tension.
12)Rate of drying.
Temperature(°C). Lustered
1) 7.5 76
2) 17.0 71
3) 25 57
4) 35.0 40
Cross Section:-
The luster of the fabric is due to the regular reflection of light incident on the fiber surface, which depends on the cross-section of the fiber.
Staple length of Cotton Fiber:-
It has been found that long staple length cotton produces better luster than short staple length cotton after mercerization under identical conditions. In the raw state, long staple length cotton has a cross-section more approaching circle than in the case of short staple length cotton.
Temperature of mercerizing solution Luster values produced after mercerization at different temperature are seen that if mercerization is carried out at 7.5oC using refrigeration, it is costlier than when it is done at 17oC which results in a tiny change in luster. Most economical mercerization may be carried out at 17oC. In countries like Bangladesh, the average room temperature is 30-35oC, the use of refrigeration is essential. Lower temperature because better swelling which further provides better smoothness and better surface structure. As a result better luster is found.
Concentration of Alkali:-
Lower the temperature, reduce the salt concentration needed to produce maximum luster. Thus if mercerization is carried out at 0oC a saving of sodium hydroxide may be achieved. However, the cost of refrigeration has to be met with Luster values which are obtained when the alkali concentration was varied at 15oC is given below: –
Stretch %. Luster Value
1) 0 35
2) 40 57
3)70 65
4) 100 71
It is seen that the luster produced increases with increasing alkali concentrations, reached a maximum at 52oTw and then decreases with further increase in salt concentration. A Higher level will cause better swelling of fiber which further provides better smoothness and better surface structure. As a result better luster is found.
Percent Stretch:-
Alkali Concentration (oTw) Luster Value
1) 0 26
2) 20 28
3) 25. 44
4) 45 70
5) 52 76
6) 58 64
It is seen that maximum luster is obtained when the hank is stretched 100%
Yarn Construction:-
Luster produced by mercerization depends on the structure of the thread. A single thread cannot be successfully mercerized, while doubled yarn can be. Keeping the fiber staple length and fiber wall thickness constant, lower the twist per inch, higher the luster because of the greater penetration of sodium hydroxide into the fiber.
Singeing:-
Luster is increased as per singeing quality. Good singeing quality expresses better luster. First good singeing then mercerized then the output would be better. Singeing not only for yarn but also it is done into the fabric.
Tension:-
Maximum luster obtains when the tension is sufficient to bring the material back to its original state and any increase in tension above this does not increase luster. The luster obtained by impregnating and washing under tension is the same as impregnating loose and washing under tension, but more force is required in the second case. High tension reduces the dye affinity and elasticity of the mercerized samples. It is seen that maximum luster gets when the yarn hank is expanded 100%. As a caustic solution of sufficient concentration to cause mercerization to take position enters the fiber, the fiber swells. As the tissue swells, the fiber shrinks in length. Because there is no tension, fiber surfaces, and while much smoother, still show residual creases and wrinkles. The creases and wrinkles scatter light as it falls on the fiber surface and, therefore, luster does not befall to the same level as when tension is implemented.
Rate of Drying:-
Luster produced also depends on the rate of drying after mercerizing and washing. Thus when the cotton yarn is mercerized, washed, hydro-extracted and dried slowly; it acquires a higher luster value than when it is dried rapidly.
Measurement of Brightness:-
A spectrophotometer can measure the Brightness. A spectrophotometer is an instrument which is mainly used to measure the intensity of the electromagnetic radiation at different wavelengths.
Important features of spectrophotometers are the spectral band, width, and range of the absorption or reflectance measurement. Electromagnetic radiation spectrum that covers around 200 nm-2500 nm using different controls and calibration.
EFFECT OF MERCERIZATON ON TENSILE STRENGTH:-
Tensile Strength:-
The maximum tensile force recorded in extending a test piece to the breaking point. The load which breaks the specimen usually expressed in grams weight or pounds weight.
During mercerization, some reasons for increasing tensile strength.
As the mercerization of cotton fibers, swelling befalls to a much extensive range and it is molecular structure become crystallized and the canals or spaces within the cellulosic structure become numerous uniform. Cotton fiber aligns them in a regular way leading to an increase in the hydrogen bond formation. Tensile strength increases with the increase in swelling. The longitudinal shrinkage and lateral swelling of the fiber, fabric shrunk and the yarn appeared closer together with an increased thickness, polymer chain minimizes the weak link in the fiber which helps to increase strength.
Factors affecting tensile strength:-
It depends on some point.
A) Alkali concentration.
B) Temperature of impregnation.
C) Tension in the fabric.
D) Time of impregnation.
E) Construction of yarn.
A) Alkali Concentration:-
It is seen that as the salt concentration increases, the tensile strength also increases, reaches a maximum value at 520Tw and then decreases with further increase in alkali concentration.
Dependence of tensile strength (breaking load) on the alkali concentration:-
Alkali Concentration Tensile Strength, gm
(°Tw)
1)25 247
2) 35 287
3) 45 288
4) 52. 302
5) 60 382
Swelling depends on the hydration of alkali ion. A Greater degree of hydration will give a more significant increase in swelling. The level of hydration increases with the concentration of alkali but decrease with temperature. Thus the level of hydration influences swelling in which further influences tensile strength.
Temperature of Impregnation:-
Again, lower the temperature of mercerization, greater is the tensile strength (breaking load of the yarn) as seen from the table. Dependence of tensile strength (breaking load) on the temperature:
Temperature Tensile Strenght
1) 7. 302
2) 17. 276
3) 30. 253
Primary and secondary hydroxyl group in cellulose are the basis for the high hydrogen bonding and orientation found in cotton fibers. If the temperature of mercerizing decreases, then osmotic pressure increases. So, it is clear that lower temperature will cause higher osmotic pressure and higher osmotic pressure will give greater swelling. Higher swelling will convert crystalline region into an amorphous region where molecular alignment will be more uniform which produce better strength.
Tension in the Fabric:-
Mercerization, both slack and with tension, increase strength uniformity along the fiber length, but mercerized thread with tension shows a greater gain in strength than that of without tension. Internal pressures caused by the swelling, are much less during tensionless processing than when cotton is processed using high tension. Changes in the interior portions of the fiber are the direct result of internal osmotic pressure causing changes in the molecular configuration of the cotton fiber. When warp and filling tensions are applied, shrinkage tends to be reduced.
Time of Impregnation:-
Provided minimum time for maximum swelling to take place is given, the increase in time of contact of the material with alkali does not seem effect to the tensile strength. Usually, the cloth is treated for 30 sec and yarn for 50 sec
Construction of Yarn.
For long staple fiber yarn, greater the twist, greater is the tensile strength of the mercerized material. Grey yarn with soft doubling twist which gives stronger thread.
Methods for determining tensile strength.
Basically, two methods are used to observe the effect of tensile forces on textile specimen-
1) Constant rate of loading (C.R.L.)
2) Constant rate of extension(C.R.E.)
Constant Rate of Extension (C.R.E)
In this principle, the top jaw is not fixed but needs a certain amount of movement to operate the load indicating mechanism. The flow of the bottom jaw prevents extension of the specimen at an entirely constant rate. Nevertheless, bottom jaw traverses downward at a steady rate.
TESTS:-
GRAB TEST:-
A tensile test in which the central portion of the width specimen held in jaws.
Stripe test:-
Laboratory method in where the strip of the fabric cut along the yarn to a specific width. Here strip size is equal to the width of the clamp.
DATA ANALYSIS:-
Effects of alkali concentration on moisture regain
Cocentration of Moisture regain %
NaOH (%)
1) 0 6.66
2) 13 7.02
3) 18 7.46
4) 25 8.47
COMMENT:-
Moisture regains increases with the increase of the concentration of NaOH. The increase in moisture regain is concerned with the decrystallization in the molecular structure of the fiber. As the concentration of alkali increases, the amorphousness of the fiber also increases and the canals of the cellulose structure become more uniform which causes more moisture absorption.
For 13 % alkali concentration.



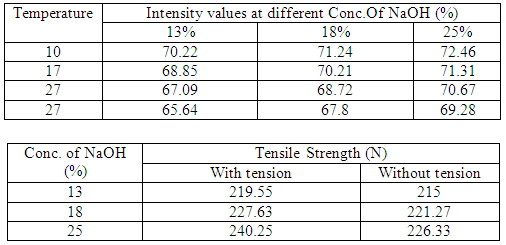
The tensile strength decreases in both warp and weft direction with the increase of temperature within same alkali concentration (13%/18%/25%). Due to increasing temperature, less swelling occurs inside the fiber within same caustic soda concentration. As a result, fewer hydrogen bonds is formed which causes lower tensile strength.
For Warp;-
Conc. of . Tensile Strength (N)
NaOH.(%) With tension. Without tension
1) 13. 448.28 441.6
2) 18 461.55. 460.27
3) 25. 467.31 465.4
COMMENT;-
We found that mercerization with tension shows slightly better tensile strength, for both warp and weft than mercerization without tension. Tension increases molecular orientation in the amorphous region which provides additional strength
Effect of temperature and construction On Brightness Value:-
The brightness value of unmercerized sample was 63.65
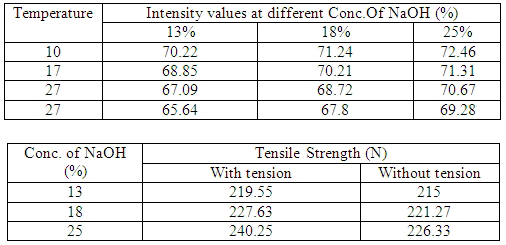
COMMENT:-
Brightness value increases with the increase of the concentration of alkali within same temperatur100C/170C/270C). When the concentration of alkali increases, more swelling takes place in the fiber. As a result, the cross section becomes more circular, and the surface structure becomes smoother and regular enabling it to reflect incident light more evenly. So brightness is increased.
CONCLUSION:-
Mercerization with tension shows greater brightness values than mercerization without tension. Because there is no tension, fiber surfaces, and while much smoother, still show residual creases and wrinkles. The creases and wrinkles scatter light as it falls on the fiber surface and, therefore, luster does not befall to the same degree as when tension is applied. Brightness value increases with the increase of the concentration of alkali within the same temperature. When the concentration of alkali increases, more swelling takes place in the fiber. As a result, the cross section becomes more circular, and the surface structure becomes more smooth and regular enabling it to reflect incident light more evenly. So brightness is increased. Mercerization with tension shows greater brightness values than mercerization without tension. Because there is no tension, fiber surfaces, and while much smoother, still show residual creases and wrinkles. The creases and wrinkles scatter light as it falls on the fiber surface and, therefore, luster does not transpire to the same degree as when tension is applied .
ref:-https://textilelearner.net


Comments
Post a Comment